�ķ����خa(ch��n)Ʒ���Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)�ϵđ�(y��ng)��
ժҪ���p߅�C(j��)�Ǽ����C(j��)е�е�һ�N�O(sh��)�䣬��ͨ�^(gu��)�����ό�(du��)�ۺ�������ÿp�x�C(j��)�������M(j��n)�пp�ϡ����y(t��ng)�p߅�C(j��)����������(du��)�۲��������˹���ɣ����H���a(ch��n)Ч�ʵ��������ҳɱ��^�������������ķ�PLC���ŷ�ϵ�y(t��ng)��׃�l����ƽ�_(t��i)�����O(sh��)Ӌ(j��)��һ�����Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)����ϵ�y(t��ng)����ϵ�y(t��ng)�܉��Ԅ�(d��ng)����������������߅����p�x���ղ��ȹ���
�P(gu��n)�I�~���p߅�C(j��)�����PLC��������ŷ����HMI���׃�l��
һ������
�����(l��i)����������ИI(y��)�l(f��)չѸ�������p߅�C(j��)���鼏���C(j��)е�е�һ�N������ͨ�^(gu��)�������\(y��n)�͌�(du��)�ۺ���������ÿp�x�C(j��)�������M(j��n)�пp�ϡ�����������a(ch��n)Ч��������Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)��(y��ng)�\(y��n)�����������Ȼ���S���Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)�ڿ����\(y��n)���^(gu��)���Е�(hu��)���F(xi��n)������������������l���ྀ��һϵ�І�(w��n)�}����������O(sh��)Ӌ(j��)�����Ӻ������Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)����ϵ�y(t��ng)�ͺ��б�Ҫ������������ęC(j��)еʽ��݁呙C(j��)�����O(sh��)����������������ڙC(j��)е�ɱ��������ͨ���Բ�����{(di��o)�����`����������˙C(j��)�������һϵ�І�(w��n)�}�������@����Ҫ�_(k��i)�l(f��)����������݁呙C(j��)���ϙC(j��)е�ֿ���ϵ�y(t��ng)����(l��i)��ߙC(j��)еЧ���������ư�ȫ��r����������(qi��ng)�O(sh��)��ͨ���ԡ������������҂�?c��)O(sh��)Ӌ(j��)��һ�����ķ�PLC���ŷ��(q��)ϵ�y(t��ng)��׃�l�����Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)����ϵ�y(t��ng)�����ԓϵ�y(t��ng)�ɹ���(y��ng)�����㽭ij�����C(j��)е�S���������(j��ng)�^(gu��)��(sh��)�µ��\(y��n)�Мy(c��)ԇ��ϵ�y(t��ng)�\(y��n)�з�(w��n)��������a(ch��n)Ч�ʸߣ��õ��͑����J(r��n)�ɺͺ��u(p��ng)����
�������ˇ����
�p�x�C(j��)ԭ����D1��ʾ����Ҫ��ᘲ��ִ��^(gu��)��������������۾��ڼ��^�ĺ���������������ᘵ�β��������ᘹ̶���ᘗU�ϣ�ᘗU��늙C(j��)ͨ�^(gu��)һϵ�е��X݆��݆�����������\(y��n)��(d��ng)��������(d��ng)ᘵļ�˴��^(gu��)����r(sh��)������һ������һ������һ��(g��)С��Ȧ����������������һ��(g��)�b�Õ�(hu��)ץס�@��(g��)��Ȧ�����Ȼ�����ס��һ��������ͬһ��������һ��(g��)��Ȧ�����
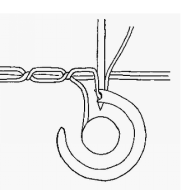
�D1 �p�xԭ��D
�p�x�C(j��)�ľ��E�����澀�����ɸ��p�x���ڿp������������������Ҏ(gu��)�ɽ�����һ������p�x���Ľ����c(di��n)̎�ڿp�����g���ľ��E�ęM�����Ͽ���������Ѓɰ��i��B����һ���iסһ�ӣ���˷Q�顰�p���B�iʽ���E��������
��(d��ng)�C(j��)ᘏ����λ���_(k��i)ʼ�����r(sh��)���Ͳ���ͬ���_(k��i)ʼ�Ͳ��������C(j��)����½ӽ��p�ϕr(sh��)���Ͳ��Y(ji��)������D2��ʾ��������S��C(j��)������澀�^�m(x��)�½����������^(gu��)�p�Ͻ��͵����λ�r(sh��)���澀��ᘿ����µ�������ᘗU�c�p�ϵĔD��������ᘿ��Ϸ��o�NᘗU���o��������[���^�����h(hu��n)�D(zhu��n)����������r(sh��)��������Uֹͣݔ���澀��Ѹ�������ջ��澀�����ʹ���h(hu��n)���ٿsС������ס������ڊA������������U�������Ĺ�ͬ�������£��澀�ѵ������p�����g���վo��������@�������ľ��E�γ�������
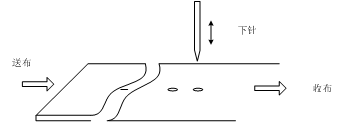
�D2 �p�x�����^(gu��)��
�Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)���w�Y(ji��)��(g��u)��D3��ʾ���������Ͳ�݁�\(y��n)������(du��)�ۙC(j��)��(g��u)̎��������һ���K��IJ����M(j��n)�Ќ�(du��)��֮�������p�x�C(j��)̎��(du��)��Ҫ�p�a(b��)��߅��̎�M(j��n)�п��ٿp�a(b��)������݁���p�x�IJ�����ǰ����(d��ng)������������Ͻ�(j��ng)�^(gu��)�p�a(b��)��(j��ng)�Ʌ����[�U���R��䁯B�[������K����ƽ�_(t��i)�����
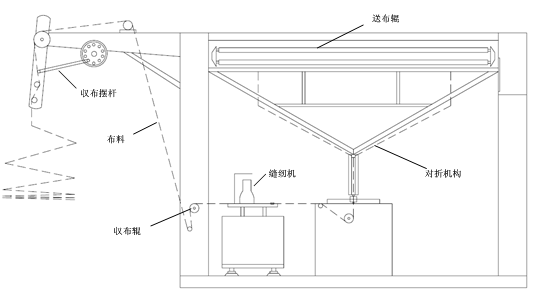
�D3 ��ˇԭ��D
����ϵ�y(t��ng)�ܘ�(g��u)
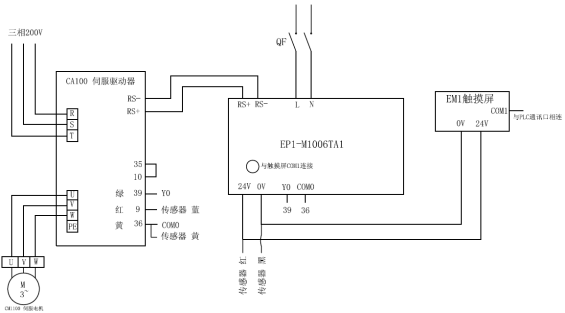
�������еĿ���ϵ�y(t��ng)��������EM1ϵ��HMI��(sh��)�F(xi��n)�˙C(j��)�������������������p�x�C(j��)���ղ�늙C(j��)�Ŀ��Ʋ���E550ϵ��׃�l���������ղ�݁����(d��ng)�C(j��)��(g��u)����CA100�ŷ�ϵ�y(t��ng)���EP1ϵ��PLC��(du��)����(g��)��ˇ�^(gu��)���M(j��n)�м��п��ơ�������������ԭ��飺HMI����\(y��n)�Ѕ���(sh��)���O(sh��)�ú��@ʾ��PLCͨ�^(gu��)ͨӍ�x��(xi��)CA100�ŷ�ϵ�y(t��ng)�ă�(n��i)��λ�Å���(sh��)����ŷ�ϵ�y(t��ng)����(j��)�ⲿ�p�x�C(j��)�˵Ľӽ��_(k��i)�P(gu��n)��̖(h��o)��(l��i)����늙C(j��)��(sh��)�F(xi��n)��(n��i)��λ�õķ���(f��)�����������(d��ng)����݁���������������
ϵ�y(t��ng)������D4��ʾ����

�D4 ����ϵ�y(t��ng)�Y(ji��)��(g��u)����
�������ϵ�y(t��ng)�{(di��o)ԇ
�Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)����ϵ�y(t��ng)�{(di��o)ԇ��Ҫ�֞��ŷ�ϵ�y(t��ng)�{(di��o)ԇ���PLC�����{(di��o)ԇ���������C(j��)�{(di��o)ԇ�@�ײ��֡�
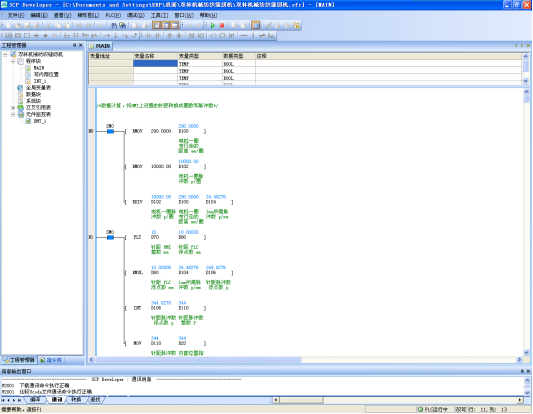
4.1 ϵ�y(t��ng)늚�D
�Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)�IJ��ֵ�늚�D����D5��ʾ����
�D5 ϵ�y(t��ng)늚�D��
4.2 �ŷ��(q��)��(d��ng)������(sh��)�{(di��o)ԇ
ϵ�y(t��ng)�{(di��o)ԇ����Ҫ�M(j��n)�е����ŷ�����(sh��)�{(di��o)ԇ�������ʹ�ŷ��Ĺ��ܺ������_(d��)��ϵ�y(t��ng)��Ҫ��������ŷ��(q��)��(d��ng)���{(di��o)ԇ����Ҫ����(sh��)���±���ʾ��
��1 �ŷ��(q��)��(d��ng)���{(di��o)ԇ����(sh��)�����֣���
|
���ܴa
|
���Q
|
����(sh��)ֵ
|
�f(shu��)��
|
|
Pn007
|
���Ʒ�ʽ
|
3
|
λ�ÿ���ģʽ
|
|
Pn019
|
DI��(sh��)��ݔ��V���r(sh��)�g
|
1
|
��λ ms
|
|
Pn042
|
�ŷ��S��ַ
|
1
|
�O(sh��)���ŷ���վ��ַ
|
|
Pn043
|
RS485ͨ������
|
0003
|
1-8-1�o(w��)�(y��n) ModbusRTU
|
|
Pn021
|
DO1����
|
5
|
����
|
|
Pn022
|
DO2����
|
2
|
�ŷ���(b��o)��
|
|
Pn205
|
�ٶȻ�·����
|
11
|
����(j��)�F(xi��n)��(ch��ng)��r�{(di��o)��
|
|
Pn206
|
�ٶȻ�·�e�֕r(sh��)�g
|
5
|
����(j��)�F(xi��n)��(ch��ng)��r�{(di��o)��
|
4.3 PLC�����{(di��o)ԇ
�ķ�EP1ϵ��PLC����ܛ�������ھ��O(ji��n)�غ��Ĺ��ܣ����Է���ıO(ji��n)��PLC�����\(y��n)�Р�B(t��i)�����������ʹ�������{(di��o)ԇ�^(gu��)���г��m(x��)�ă�(y��u)��PLC����(sh��)�F(xi��n)�����Ĺ�ˇ���̿������EP1ϵ��PLC�ṩ��2·ͨӍ�ӿڣ������ھ��O(ji��n)��PLC����ͬ�r(sh��)�B��HMI�����������ֱ�^�ıO(ji��n)��HMI�cPLC֮�g��ͨ�����������ڰl(f��)�F(xi��n)���(w��n)�}���p���˶��C(j��)(li��n)�{(di��o)�r(sh��)���׳��F(xi��n)�ļ����Ԇ�(w��n)�}�������
�D6 EP1ϵ��PLC�ھ��O(ji��n)�؈D
4.4�˙C(j��)��������
HMI��������D7��ʾ�������M(j��n)���ŷ�ʹ�ܿ����Լ�ᘾ༰�ŷ��ٶȵ��O(sh��)�������@ʾ�O(sh��)��Į�(d��ng)ǰ������B(t��i)�͈�(b��o)����B(t��i)����Ϣ�����
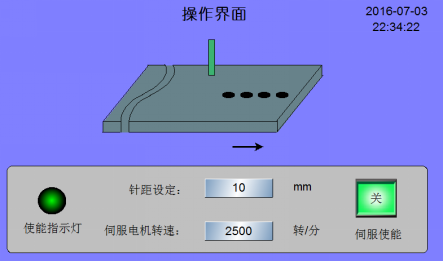
�D7 HMI������
4.5 ���C(j��)�{(di��o)ԇ
���C(j��)�{(di��o)ԇ��Ҫע������(w��n)�}��
��1����횱��C�����ۯB������߅ƽ�R��ņ���(d��ng)�p�x�C(j��)�����
��2�����{(di��o)���p�x�C(j��)�ٶ�ǰ�������회��Ͳ��C(j��)��(g��u)���ٶ��{(di��o)����һ��(g��)���m�ķ��������C�Ͳ�������֮�g��̎�ڿ�ֱ��B(t��i)�������
��3�������C(j��)��(g��u)��׃�l���l�ʿ��m��(d��ng)���Ͳ��ĵ�Щ�������C���ŷ����Ƶą���݁�����������
�������Y(ji��)���Z(y��)
�����ķ�늚�C(j��)늮a(ch��n)Ʒ���O(sh��)Ӌ(j��)���Ԅ�(d��ng)��(du��)�ۿp߅�C(j��)����ϵ�y(t��ng)�����^�õĽ�Q�˂��y(t��ng)��(du��)�ۿp߅�C(j��)�˹��Ͳ���Ч�ʵ��������ɱ������������ٕr(sh��)�����������ྀ�Ȇ�(w��n)�}��ϵ�y(t��ng)����ȫ���ķ����خa(ch��n)Ʒ�����������HMI�������PLC��������ŷ���׃�l�����������C�˸��a(ch��n)Ʒ�g���õļ����͡���(j��ng)�^(gu��)��(sh��)�µĬF(xi��n)��(ch��ng)ʹ�Üy(c��)ԇ���ϵ�y(t��ng)���ܷ�(w��n)���ɿ������a(ch��n)Ч���@���������M�����Ñ��Č�(sh��)�H���a(ch��n)����